ತಾಮ್ರದ ಕೊಳವೆಗಳನ್ನು ಕರೆಯಲಾಗುತ್ತದೆ “ರಕ್ತನಾಳಗಳು” ಹವಾನಿಯಂತ್ರಣದ. ನ ಗುಣಮಟ್ಟ “ರಕ್ತನಾಳಗಳು” ಹವಾನಿಯಂತ್ರಣದ ಗುಣಮಟ್ಟವನ್ನು ನೇರವಾಗಿ ನಿರ್ಧರಿಸುತ್ತದೆ. ಇಂದು ನಾವು ಹೇಗೆ ಬೆಸುಗೆ ಹಾಕಬೇಕೆಂದು ಚರ್ಚಿಸುತ್ತೇವೆ ಶೈತ್ಯೀಕರಣ ಘಟಕ ಮತ್ತು ಹವಾನಿಯಂತ್ರಣ ತಾಮ್ರದ ಕೊಳವೆಗಳು.
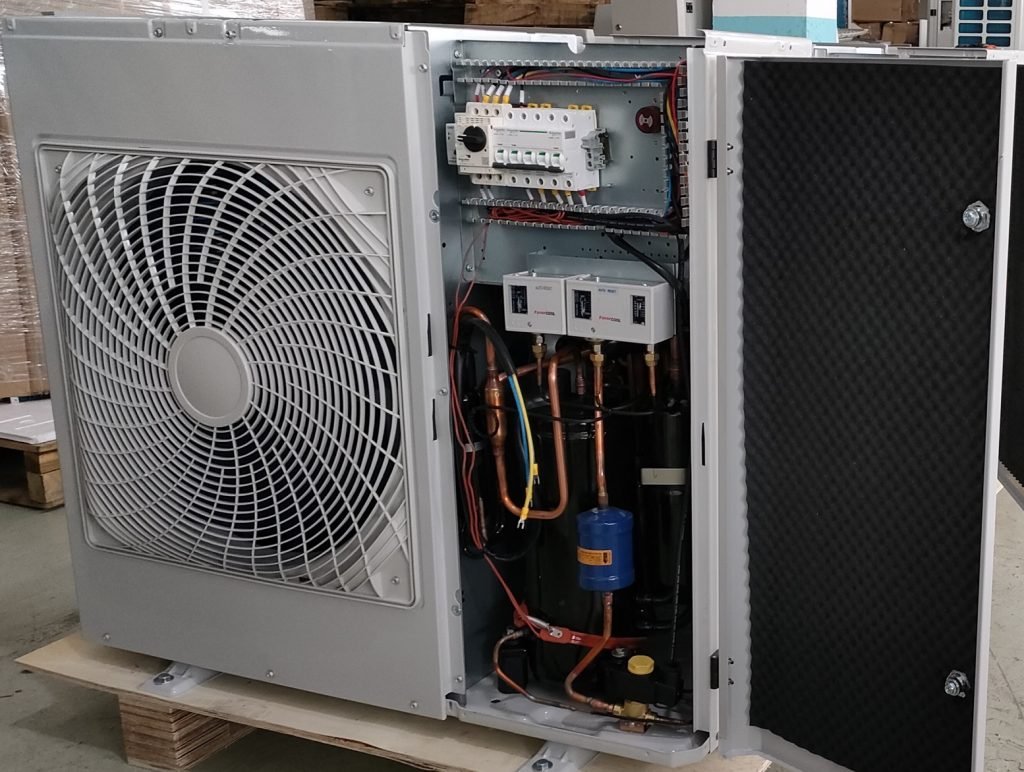
ಏರ್ ಕಂಡಿಷನರ್ ಮುಖ್ಯ ಘಟಕಗಳು
ಹವಾ ನಿಯಂತ್ರಣ ಯಂತ್ರ ಒಳಾಂಗಣ ಘಟಕವನ್ನು ಒಳಗೊಂಡಿದೆ (ಬಾಷ್ಪೀಕರಣ) ಮತ್ತು ಹೊರಾಂಗಣ ಘಟಕ (ಕಂಡೆನ್ಸರ್).
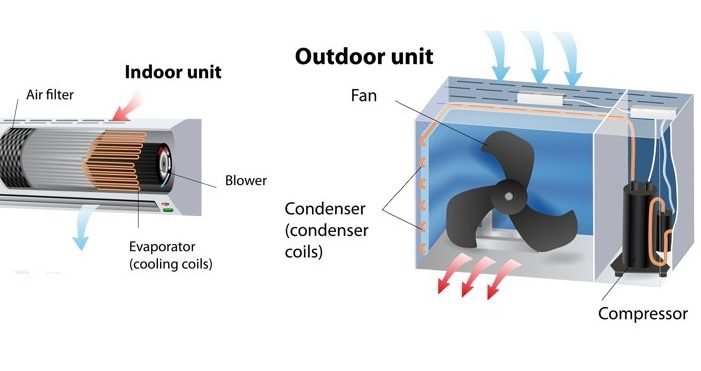
ಮುಖ್ಯ ಘಟಕಗಳು:
ಸಂಕೋಚಕ: ಹೆಚ್ಚಿನ ತಾಪಮಾನ ಮತ್ತು ಹೆಚ್ಚಿನ ಒತ್ತಡದಲ್ಲಿ ಸಂಕೋಚಕದಲ್ಲಿ ಶೀತಕವನ್ನು ಇರಿಸಿ, ಶೀತಕವನ್ನು ದ್ರವೀಕರಿಸು, ನಂತರ ಪೈಪ್ಲೈನ್ನಲ್ಲಿ ಶೀತಕವನ್ನು ಪ್ರಸಾರ ಮಾಡಿ. ಸಂಕೋಚಕದಲ್ಲಿ ಎಣ್ಣೆ ಇದೆ, ಸಂಕೋಚಕದ ಪರಸ್ಪರ ಚಲನೆಯನ್ನು ನಯಗೊಳಿಸುವುದು ಇದರ ಕಾರ್ಯವಾಗಿದೆ, ಘರ್ಷಣೆಯನ್ನು ಕಡಿಮೆ ಮಾಡಿ, ಅಂತಿಮವಾಗಿ ವ್ಯವಸ್ಥೆಯನ್ನು ತಂಪಾಗಿಸುತ್ತದೆ.
ಫಿಲ್ಟರ್: ಅಶುದ್ಧತೆ ಮತ್ತು ಶುಷ್ಕ ತೇವಾಂಶವನ್ನು ಫಿಲ್ಟರ್ ಮಾಡಿ
ಶಾಖ ವಿನಿಮಯಕಾರಕ: ತಂಪಾದ ಶೀತಕ
ನಾಲ್ಕು-ಮಾರ್ಗದ ಕವಾಟ: ತಂಪಾಗಿಸುವಿಕೆ ಮತ್ತು ತಾಪನದ ಪರಿವರ್ತನೆ
ಪೈಪ್ಲೈನ್ ವ್ಯವಸ್ಥೆ: ಶೀತಕ ಪರಿಚಲನೆಗಾಗಿ ಪೈಪ್ಲೈನ್
ವಾಲ್ವ್ ಪ್ಲೇಟ್: ಸ್ವಿಚ್ ಅನ್ನು ಒಳಾಂಗಣ ಘಟಕಕ್ಕೆ ಸಂಪರ್ಕಿಸಲಾಗಿದೆ
ಎಲೆಕ್ಟ್ರಾನಿಕ್ ವಿಸ್ತರಣೆ ಕವಾಟ: ಶೀತಕದ ಹರಿವನ್ನು ನಿಯಂತ್ರಿಸಿ
ಘಟಕಗಳ ಬಗ್ಗೆ ಹೆಚ್ಚಿನ ವಿವರಗಳು, ದಯವಿಟ್ಟು ಪುಟವನ್ನು ಪರಿಶೀಲಿಸಿ: “ಶೈತ್ಯೀಕರಣ ಪರಿಕರ”
ವೆಲ್ಡಿಂಗ್ ಸಲಹೆಗಳು
1. ಬಿಸಿ
-ಟ್ಯೂಬ್ ಬಣ್ಣ 740~840℃ ತಲುಪುವವರೆಗೆ ತಾಮ್ರದ ಟ್ಯೂಬ್ ಅನ್ನು ಬಿಸಿ ಮಾಡಿ (ದೃಶ್ಯ ಸಂವೇದನೆಯಿಂದ).
-ತಾಮ್ರದ ಕೊಳವೆ ಕರಗುವ ತಾಪಮಾನವನ್ನು ರೆಕಾರ್ಡ್ ಮಾಡಿ (ರಂಧ್ರಗಳು ಕಾಣಿಸಿಕೊಳ್ಳುತ್ತವೆ) : 1,038℃.
-ವೆಲ್ಡಿಂಗ್ ತಾಪಮಾನವನ್ನು ನಿರ್ವಹಿಸಿ (740~840℃) ಫಾರ್ 10 ಸೆಕೆಂಡುಗಳು.
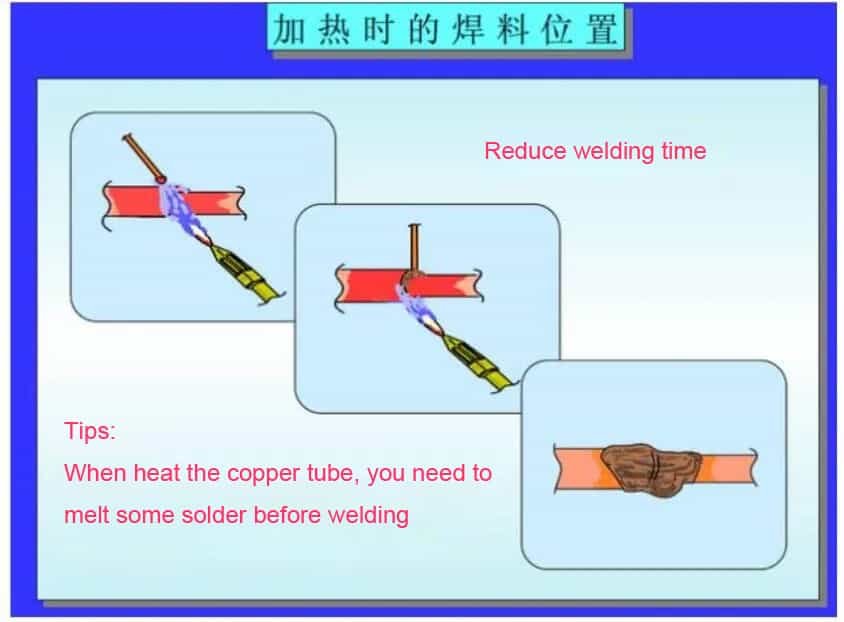
2. ಫಿಲ್ ಸೋಲ್ಡರ್
-1.6mm×0% ಬೆಸುಗೆ ಬಳಸಿ
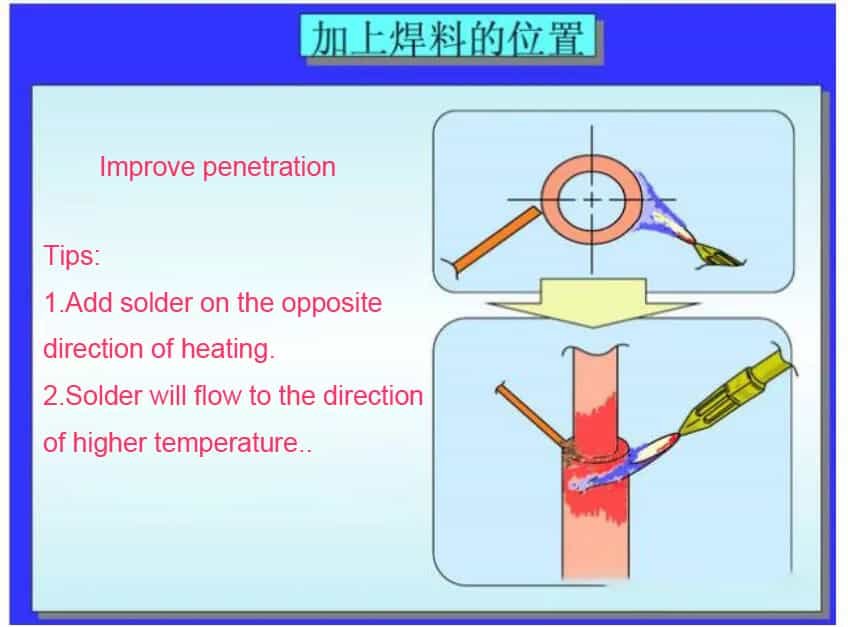
-ಬೆಸುಗೆ ಸೇರಿಸುವ ಸ್ಥಾನ (ತಾಪನದ ವಿರುದ್ಧ)
-ಬೆಸುಗೆ ಸೇರಿಸುವ ಸಮಯ
-ಬೆಸುಗೆ ತೊಟ್ಟಿಕ್ಕುವುದು (ತಾಪಮಾನ ವ್ಯತ್ಯಾಸದಿಂದ ಉಂಟಾಗುತ್ತದೆ)
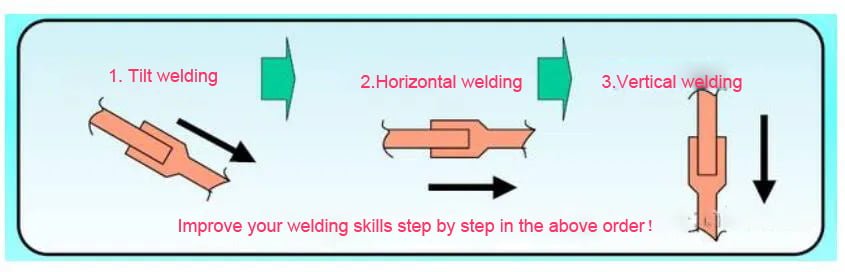
3. ವೆಲ್ಡಿಂಗ್ ಹಂತಗಳು
| ಮಾದರಿ | ಸರಾಸರಿ% |
|---|---|
| BCUP-3 | 5% |
| BCUP5 | 15% |
| BCUP6 | 2% |
| BAg30CuZn | 30% |
ವೆಲ್ಡಿಂಗ್ ರಾಡ್ ವಿಧಗಳು
ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯಾಚರಣೆ
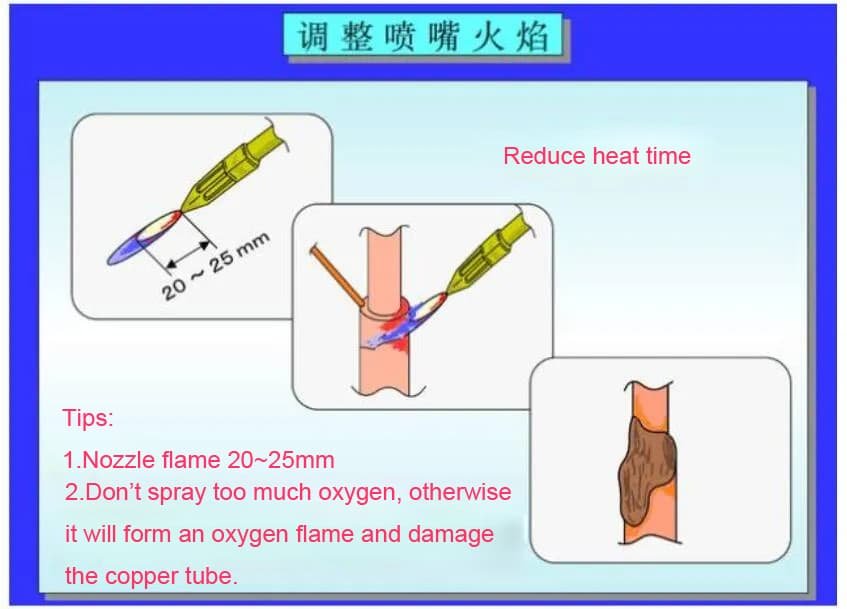
1. ನಳಿಕೆಯ ಜ್ವಾಲೆಯನ್ನು ಹೊಂದಿಸಿ
2. ಬೆಸುಗೆ ಸ್ಥಳ
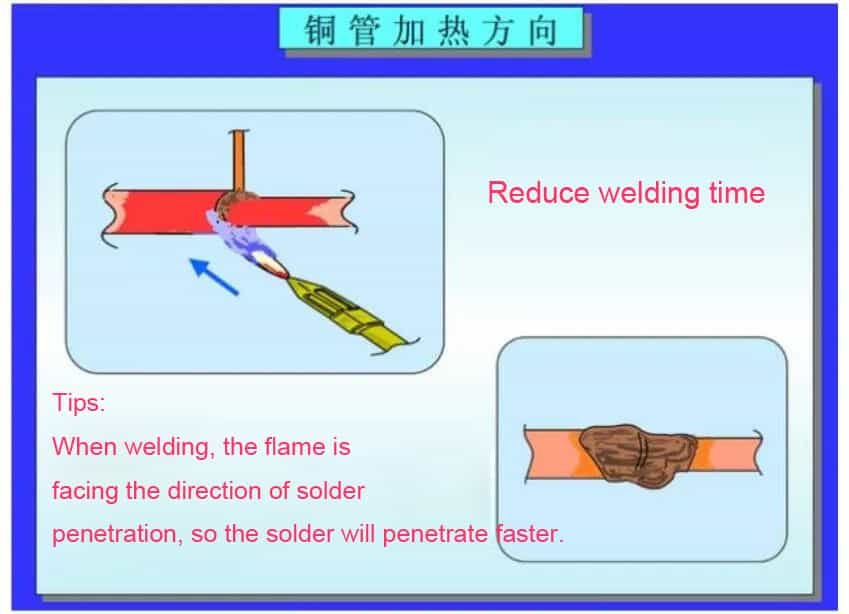
3. ತಾಮ್ರದ ಟ್ಯೂಬ್ ಶಾಖ ನಿರ್ದೇಶನ
4. ಬೆಸುಗೆ ಸೇರಿಸಿ
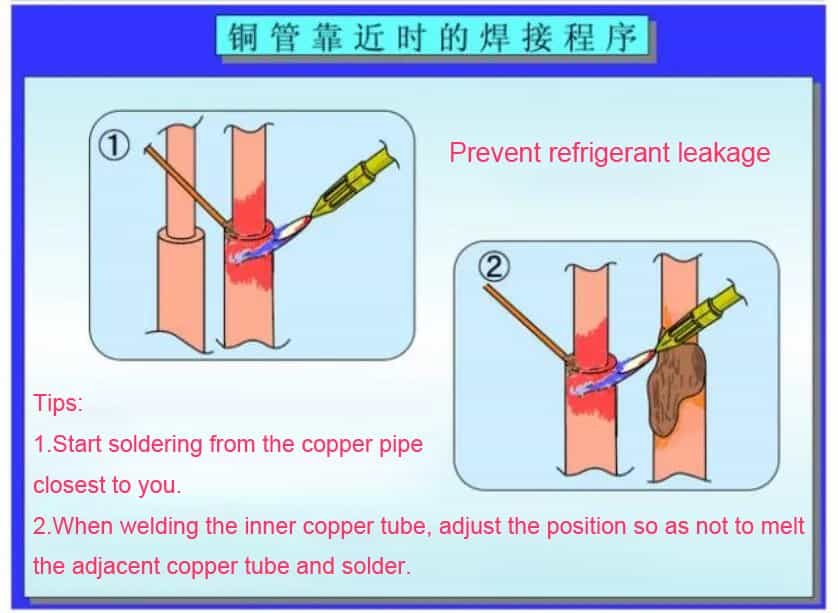
5. ಮಲ್ಟಿ ಕಾಪರ್ ಟ್ಯೂಬ್ ವೆಲ್ಡಿಂಗ್
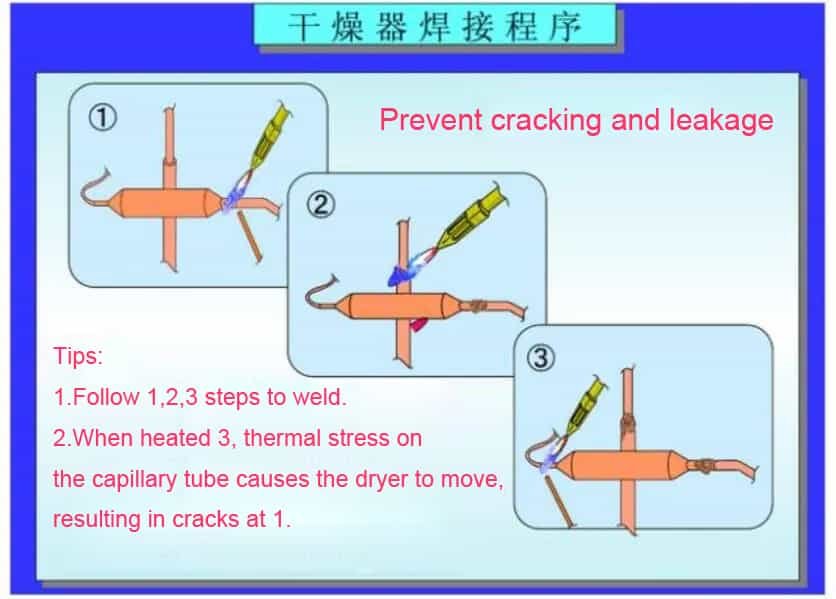
6. ಡ್ರೈಯರ್ ವೆಲ್ಡಿಂಗ್
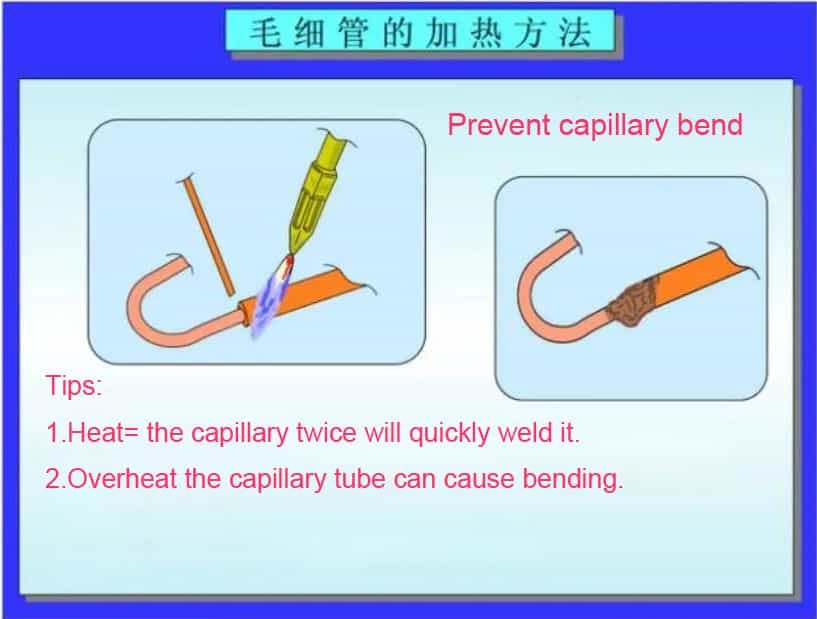
7. ಶಾಖ ಕ್ಯಾಪಿಲ್ಲರಿ
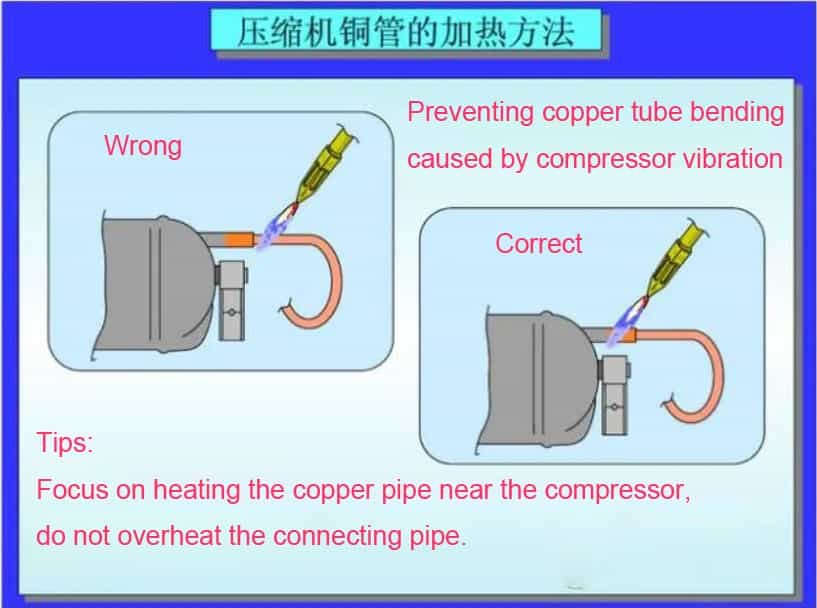
8. ಸಂಕೋಚಕ ಟ್ಯೂಬ್ ತಾಪನ
ವೆಲ್ಡಿಂಗ್ ಗುಣಮಟ್ಟ ಪರಿಶೀಲನೆ
ವೆಲ್ಡಿಂಗ್ ಭಾಗಗಳು ಎಂಬುದನ್ನು ಪರಿಶೀಲಿಸಿ’ ಸೀಲಿಂಗ್ ಒಳ್ಳೆಯದು. ಶೀತಕ ಅಥವಾ ಸಾರಜನಕವನ್ನು ಸೇರಿಸಿ ನಂತರ ಸ್ವಲ್ಪ ಸಮಯದವರೆಗೆ ಸ್ಥಿರಗೊಳಿಸಿ, ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಸಂಪೂರ್ಣವಾಗಿ ಸೋರಿಕೆ-ಮುಕ್ತವಾಗಿದೆಯೇ ಎಂದು ಪರಿಶೀಲಿಸಲು ಸಾಬೂನು ನೀರನ್ನು ಬಳಸಬಹುದು.
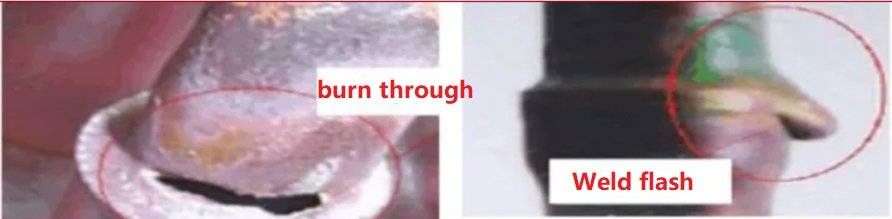
ಅನರ್ಹ ವೆಲ್ಡಿಂಗ್
ಯಾವಾಗ ಹವಾ ನಿಯಂತ್ರಣ ಯಂತ್ರ ಓಡುತ್ತಿದೆ, ಬೆಸುಗೆಗಳು ಬಿರುಕು ಬಿಡಬಾರದು (ಸೀಮ್) ಕಂಪನದಿಂದಾಗಿ. ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಶಿಲಾಖಂಡರಾಶಿಗಳು ಪೈಪ್ಗಳನ್ನು ನಿರ್ಬಂಧಿಸಬಾರದು, ಅಥವಾ ಅನುಚಿತ ಕಾರ್ಯಾಚರಣೆಯಿಂದಾಗಿ ತೇವಾಂಶವನ್ನು ಪ್ರವೇಶಿಸಲು ಅನುಮತಿಸುವುದಿಲ್ಲ.
ಬೆಸುಗೆ ಹಾಕಿದ ಭಾಗಗಳ ಮೇಲ್ಮೈ ಶುದ್ಧವಾಗಿರಬೇಕು ಮತ್ತು ತೈಲ ಕಲೆಗಳಿಂದ ಮುಕ್ತವಾಗಿರಬೇಕು.
ತೀರ್ಮಾನ
ಒಂದು ಪದದಲ್ಲಿ, ಹವಾನಿಯಂತ್ರಣಗಳಿಗಾಗಿ ತಾಮ್ರದ ಪೈಪ್ ಅನ್ನು ವೆಲ್ಡಿಂಗ್ ಮಾಡಲು ಎಚ್ಚರಿಕೆಯಿಂದ ತಯಾರಿಸುವ ಅಗತ್ಯವಿದೆ, ನಿಖರ ಕಾರ್ಯಾಚರಣೆ, ಮತ್ತು ಸುರಕ್ಷಿತ ಮತ್ತು ಪರಿಣಾಮಕಾರಿ ಸಂಪರ್ಕವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ವೆಲ್ಡಿಂಗ್ ನಂತರದ ಸಂಪೂರ್ಣ ಪರಿಶೀಲನೆಗಳು.
ಸರಿಯಾದ ವೆಲ್ಡಿಂಗ್ ಸುಳಿವುಗಳನ್ನು ಅನುಸರಿಸುವ ಮೂಲಕ, ವಿವರಗಳಿಗೆ ಗಮನದಿಂದ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಕಾರ್ಯಗತಗೊಳಿಸಿ, ಮತ್ತು ಫಲಿತಾಂಶಗಳನ್ನು ಪರಿಶೀಲಿಸಿ, ನಿಮ್ಮ ಹವಾನಿಯಂತ್ರಣ ವ್ಯವಸ್ಥೆಗೆ ನೀವು ವಿಶ್ವಾಸಾರ್ಹ ಮತ್ತು ದೀರ್ಘಕಾಲೀನ ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಸಾಧಿಸಬಹುದು.
ಯಾವುದೇ ಕಾಮೆಂಟ್ಗಳು?
ಸ್ವಾಗತ ಸಂದೇಶವನ್ನು ಕಳುಹಿಸಿ ಅಥವಾ ಮರು ಪೋಸ್ಟ್ ಮಾಡಿ.